1 / 5
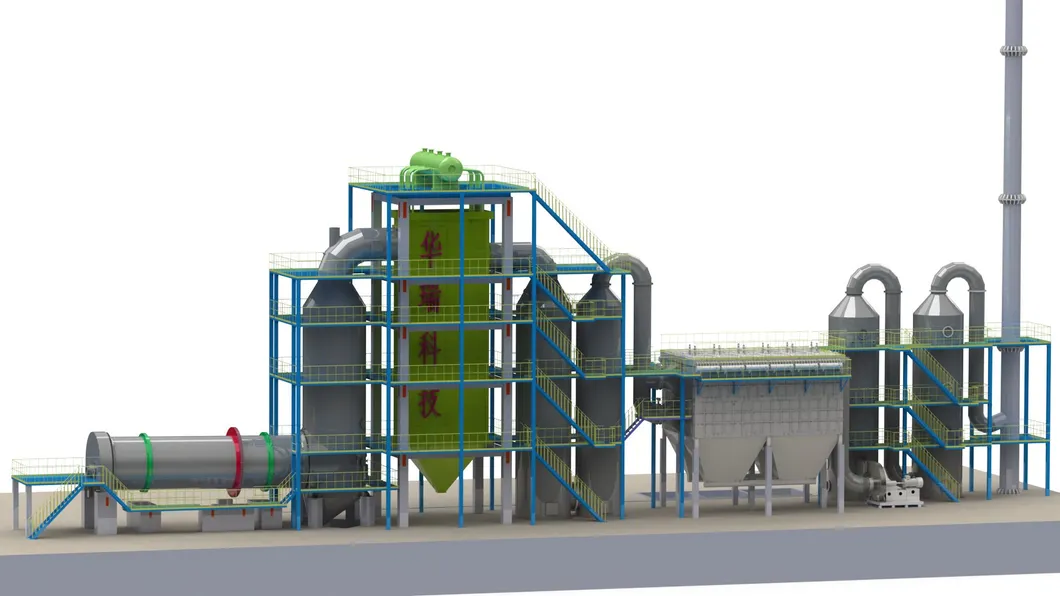
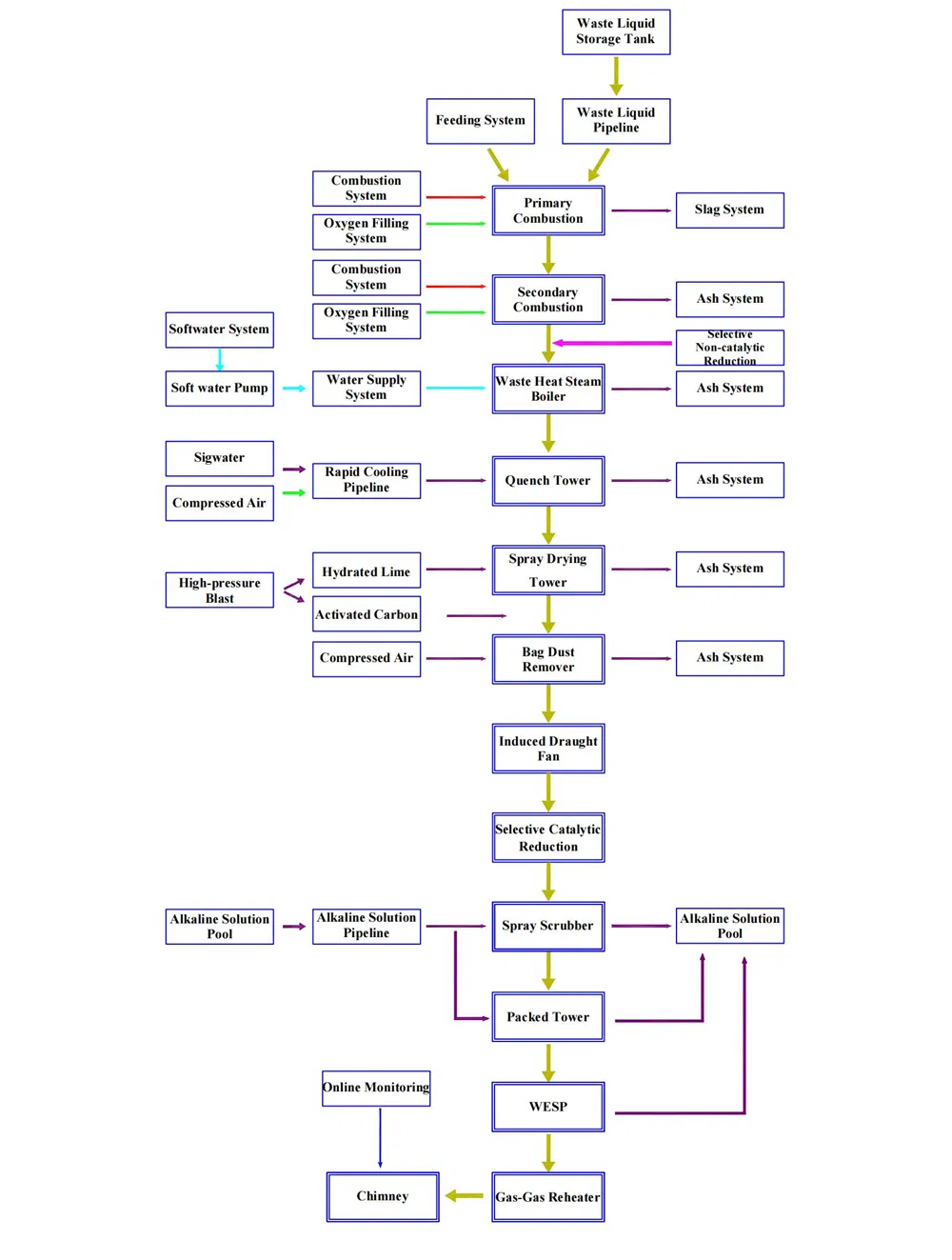
1. Feeding system | 2. Ash conveying system | 3. Rotary kiln | 4. Secondary combustion chamber | 5. SNCR systems | 6. Waste heat boiler | 7. Quench tower | 8. Dry powder adsorption | 9. Bag filter | 10. Smoke exhaust system | 11. SCR system | 12. Wet acid treatment | 13. Reheat system | 14. Auxiliary wind & combustion systems.